钢圆弧楼梯加工_圆弧楼梯钣金价格
1.钣金圆弧折弯展开怎么计算呀?请教!谢谢!
2.钣金基础知识
3.钣金圆弧展开怎么计算
4.钣金件的折弯的知识点有哪些?

展开计算的基本公:展开长度 = 料内+料内+补偿量。
一、一般折弯:(R=0, θ=90°)
L=A+B+K
1. 当0≤T≤0.3时, K=0
2. 对于铁材:
a.当0.3≤T≤1.5时, K=0.4T
b. 当1.5≤T≤2.5时, K=0.35T
c. 当 T>2.5时, K=0.3T
3. 对于其它有色金属材料如AL,CU:
当 T<0.3时, K=0.4T
注: R≤2.0时, 按R=0处理.
二、一般折弯 (R≠0 θ=90°)
L=A+B+K ?K值取中性层弧长
1. 当T≤1.5 时 λ=0.5T
2. 当T>1.5时 λ=0.4T
扩展资料
1. 板料在弯曲过程中外层受到拉应力, 内层受到压应力, 从拉到压之间有一既不受拉力又不受压力的过渡层称为中性层; 中性层在弯曲过程中的长度和弯曲前一样, 保持不变, 所以中性层是计算弯曲件展开长度的基准。
2. 中性层位置与变形程度有关, 当弯曲半径较大, 折弯角度较小时, 变形程度较小, 中性层位置靠近板料厚度的中心处; 当弯曲半径变小, 折弯角度增大时, 变形程度随之增大, 中性层位置逐渐向弯曲中心的内侧移动. 中性层到板料内侧的距离用λ表示。
百度百科-钣金展开计算方法与实例
钣金圆弧折弯展开怎么计算呀?请教!谢谢!
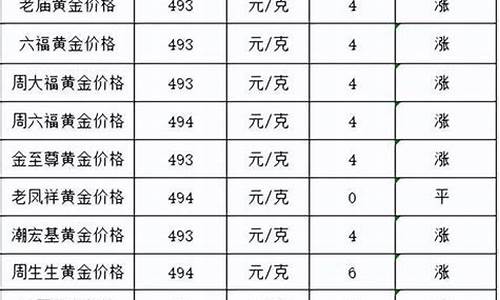
以下是4S店的喷漆官方价格,以便大家维修时心里有杆秤(这些价格适用于进口及合资品牌的中高级轿车,不含豪华轿车)。
估算全车喷漆一部车的成本,油漆工控制得好的话一般金属漆料(如杜邦漆)的成本在1200-1600元左右,另外加工时费,各地厂家的收费不一样,高档车如奥迪要6000元以上,中高档车如帕萨特5000元左右,低档车3000—4000.非金属漆用在低档车上要便宜一些,所以喷漆费工,油漆辅料成本高,工时费高。
汽车喷漆通常分为8个部分:发动机盖,前保险杆,两侧的翼子板,车顶,四个车门,行李箱盖,后两侧围,后保险杆,这几个部分把整车价格平均分配,就可以估计出各个部分的价格了。下面是近两年来汽车喷漆的价格大家参考一下:
1、发动机前盖喷漆800元 (最低价500元)
2、车身后备箱盖喷漆700元(最低价400元)
3、车门全喷/个600元 ( 最低价400元)
4、车门半喷/个300元 (最低价200元)
5、车顶800元 (最低价500元)
6、前保险杠全喷600元(最低价400元)
7、半杠喷漆300元 (最低价200元)
8、后保险杠喷漆600元(最低价400元)
9、半杠喷漆300元 (最低价200元)
8、倒车镜喷漆/个50元
9、前叶子板喷漆/单侧 300元(最低价240元)
10、后叶子板喷漆/单侧 500元(最低价350元)
11、轮眉喷漆50元
12、装饰条喷漆40元
13、全车喷漆6000元(最低价4500元)
如果车是金属漆(如银灰、金灰、银白)可执行以上价格,如果车是白色或黑色,则喷漆价格可下浮10%左右。金属漆和非金属漆;二者之间很好辨别;在阳光下看汽车车身表面;有亮晶晶的金属小颗粒就是金属漆,白色等素色漆为非金属漆,后者的价格比较便宜。 望采纳
钣金基础知识
上面两段圆弧是为1/4个圆,按中性层计算,左边的圆弧长度为Pi*38*(1/4)。右边的圆弧长度为pi*42*(1/4)PI为圆周率。那么总度为pi*42*(1/4)+Pi*38*(1/4)+73+20=155.8318。
那个是90度,所以可以看出是1/4的圆弧,38是直径,42也是直径,也就是中性层圆弧的直径。那个公式,是求圆弧周长的公式。
而在建筑安装工地中,经常遇到圆弧放线,如公路、铁路、水利、电力、楼房建筑、市政园林工程中的圆形结构或装饰等,几乎有建筑建设的地方就有圆弧放线的需要。可以说怎样做到精准的圆弧定点放线是每个现场技术人员所必须面对的。
扩展资料:
顾名思义,就是面漆最后一道工序,待漆面干固后处理其上面的瑕疵,尽了最大的努力都会留下一部分不十分完美的地方,那就只有后期补救了,其实喷涂得再满意的漆面都不是十分完美的,比如〈奔驰〉〈宝马〉的装车油漆都会有轻微的细鱼鳞状现象,通称桔皮现象。
这是漆膜在流平过程中的干燥时差所产生的自然现象,当然一般人是难以察觉的,要用专家级的欣赏水平才能发觉,所以要骗过专家的眼睛,就只有进行漆面处理了,称为“镜面处理”。先用1500-2000目的美容砂纸进行整平研磨〈有必要时可用2500目的〉。
然后用浮岩或陶土成分组成的粗蜡进行磨切,处理掉砂纸痕迹,下一步用细切蜡进行研磨〈不含硅〉,处理掉粗蜡痕迹,然后用还原剂处理以达到完美光泽,再用镜面处理剂彻底清除光环及抹痕,这时油漆以达到最深层光泽了,最后一道工序就是封釉,这样就可以达到专家级的完美漆面效果了。
百度百科-钣金喷漆
百度百科-圆弧
钣金圆弧展开怎么计算
钣金针对金属薄板(通常在6mm以下)一种综合冷加工工艺,包括剪、冲/切/复合、拼接、成型(如汽车车身)等。其显著的特征就是同一零件厚度一致。
钣金件具有重量轻、强度高、导电(能够用于电磁屏蔽)、成本低、大规模量产性能好等特点,在电子电器、通信、汽车工业、医疗器械等领域得到了广泛应用,例如在电脑机箱、手机、MP3中,钣金件是必不可少的组成部分。
生活到处都离不开钣金件。钣金件是通过灯丝电源绕组、激光切割、重型加工、金属粘结、金属拉拔、等离子切割、精密焊接、辊轧成型、金属板材弯曲成型、模锻、水喷射切割来制作的。
扩展资料
随着钣金的应用越来越广泛,钣金件的设计变成了产品开发过程中很重要的一环,机械工程师必须熟练掌握钣金件的设计技巧,使得设计的钣金既满足产品的功能和外观等要求,又能使得冲压模具制造简单、成本低。
SECC的底材为一般的冷轧钢卷,在连续电镀锌产线经过脱脂、酸洗、电镀及各种后处理制程后,即成为电镀锌产品。
SECC不但具有一般冷轧钢片的机械性能及近似的加工性,而且具有优越的耐蚀性及装饰性外观。在电子产品、家电及家具的市场上具有很大的竞争性及取代性。例如电脑机箱普遍使用的就是SECC。
现代钣金工艺包括:是灯丝电源绕组、激光切割、重型加工、金属粘结、金属拉拔、等离子切割、精密焊接、辊轧成型、金属板材弯曲成型、水喷射切割等。
3D软件中,SolidWorks、UG、Pro/E、SolidEdge、TopSolid等都有钣金件一项,主要是通过对3D图形的编辑而得到板金件加工所需的数据(如展开图,折弯线等)以及为数控冲床(CNC Punching Machine)等提供数据。
百度百科-钣金
钣金件的折弯的知识点有哪些?
由于常用的折弯上模的尖角通常小于0.5,所以折弯内圆弧R可以视为定值,因此折弯拉伸系数的影响因素主要取决于折弯下模槽宽V和材料厚度t。展开长度的计算公式为:L=L1+L2-2t +系数a。
反折压平(双折边),双折边是两层钢板重叠在一起的折弯形状,通常用来起加强作用,因此2.0mm以上的板很少见压死边。需要用特殊折弯模具成形,而且要分为两道以上的工序才能成形。双折边的展开长度计算公式为:L=L1 + L2- 系数C。
扩展资料:
注意事项:
选择刀具时要根据加工的方式而定,如选择V槽宽要根据进刀量来定。 5.R模折圆弧 (圆棒和圆弧刀折圆弧) 。
根据刀具固有的R角成形圆弧R角。在选择模具时,如果成形小于R12圆弧,可选择加工规格大小的上下模一次成型。因R模是标准模具,R规格大小有限,所以加工圆弧规格大小有所限制。
如果加工R不在标准模具规格之内,可采用在R模外围加料增加 R。如果成形大于R12圆弧也需要分几刀成形,加工条件和普通刀折圆弧一样。 R模折圆弧有一优点刚刚弥补了普通刀折圆弧的缺点,折弯外观光滑,效果佳,能加工外观要求严格之产品。?
百度百科-钣金展开放样(圆弧伸直画法)
百度百科-钣金
钣金的折弯
是指改变板材或板件角度的加工。如将板材弯成V形,U形等。一般情况下,钣金折弯有两种方法:一种方法是模具折弯,用于结构比较复杂,体积较小、大批量加工的钣金结构;另一种是折弯机折弯,用于加工结构尺寸比较大的或产量不是太大的钣金结构。这两种折弯方式有各自的原理,特点以及适用性。
1.常用折弯模具
常用折弯模具,如下图。为了延长模具的寿命,零件设计时,尽可能采用圆角。
过小的弯边高度,即使用折弯模具也不利于成形,一般弯边高度L≥3t(包括壁厚)。
台阶的加工处理办法
一些高度较低的钣金Z形台阶折弯,加工厂家往往采用简易模具在冲床或者油压机上加工,批量不大也可在折弯机上用段差模加工,如下图所示。但是,其高度H不能太高,一般应该在(0~1.0)t,如果高度为(1.0~4.0)t,要根据实际情况考虑使用加卸料结构的模具形式。
这种模具台阶高度可以通过加垫片进行调整,所以,高度H是任意调节的,但是,也有一个缺点,就是长度L尺寸不易保证,竖边的垂直度不易保证。如果高度H尺寸很大,就要考虑在折弯机上折弯。
折弯机分普通折弯机和数控折弯机两种。由于精度要求较高,折弯形状不规则,通信设备的钣金折弯一般用数控折弯机折弯,其基本原理就是利用折弯机的折弯刀(上模)、V形槽(下模),对钣金件进行折弯和成形。
优点:装夹方便,定位准确,加工速度快;
缺点:压力小,只能加工简单的成形,效率较低。
成形基本原理
成形基本原理下图所示:
折弯刀(上模)
折弯刀的形式如下图所示,加工时主要是根据工件的形状需要选用,一般加工厂家的折弯刀形状较多,特别是专业化程度很高的厂家,为了加工各种复杂的折弯,定做很多形状、规格的折弯刀。
下模一般用V=6t(t为料厚)模。
影响折弯加工的因素有许多,主要有上模圆弧半径、材质、料厚、下模强度、下模的模口尺寸等因素。为满足产品的需求,在保证折弯机使用安全的情况下,厂家已经把折弯刀模系列化了,我们在结构设计过程中需对现有折弯刀模有个大致的了解。见下图左边为上模,右边为下模。
折弯加工顺序的基本原则:
(1)由内到外进行折弯;
(2)由小到大进行折弯;
(3)先折弯特殊形状,再折弯一般形状;
(4)前工序成型后对后继工序不产生影响或干涉。
目前的折弯形式一般都是如下图所示:
2折弯半径
钣金折弯时,在折弯处需有折弯半径,折弯半径不宜过大或过小,应适当选择。折弯半径太小容易造成折弯处开裂,折弯半径太大又使折弯易反弹。
各种材料不同厚度的优选折弯半径(折弯内半径)见下表
上表中的数据为优选的数据,仅供参考之用。实际上,厂家的折弯刀的圆角通常都是0.3,少量的折弯刀的圆角为0.5。
对于普通的低碳钢钢板、防锈铝板、黄铜板、紫铜板等,内圆角0.2都是没有问题的,但对于一些高碳钢、硬铝、超硬铝,这种折弯圆角就会导致折弯断裂,或者外圆角开裂。
3.折弯回弹
回弹角Δα=b-a
式中 ?b——回弹后制件的实际角度;
a—模具的角度。
回弹角的大小
单角90?o自由弯曲时的回弹角见下表。
影响回弹的因素和减少回弹的措施
(1)材料的力学性能 ?回弹角的大小与材料的的屈服点成正比,与弹性模量E成反比。对于精度要求较高的钣金件,为了减少回弹,材料应该尽可能选择低碳钢,不选择高碳钢和不锈钢等。
(2)相对弯曲半径r/t 越大,则表示变形程度越小,回弹角Δα就越大。这是一个比较重要的概念,钣金折弯的圆角,在材料性能允许的情况下,应该尽可能选择小的弯曲半径,有利于提高精度。特别是注意应该尽可能避免设计大圆弧,如下图所示,这样的大圆弧对生产和质量控制有较大的难度:
4.一次折弯的最小折弯边计算
L形折弯的折弯时的起始状态如下图所示:
Z形折弯的折弯时的起始状态如下图所示
不同材料厚度的钣金Z形折弯对应的最小折弯尺寸L如下表所示:
End
声明:本站所有文章资源内容,如无特殊说明或标注,均为采集网络资源。如若本站内容侵犯了原著者的合法权益,可联系本站删除。